
Q1.Как использовать Супер Опак и Оттеночный Опак?
| A-1 | С помощью керамического шпателя тщательно размешайте пастообразный Опак в баночке (пожалуйста, не используйте металлический шпатель). Пастообразный Опак в контейнере имеет твердую консистенцию. Это связано с тем, что размягчить твердую пасту можно, но нельзя отвердить мягкую. |
| A-2 | Перенесите необходимое количество Опака на палитру для замешивания. Во избежание образования пузырьков воздуха в материале, разомните его с помощью керамического шпателя. |
| A-3 | В случае, если паста слишком твердая для нанесения, разбавьте ее небольшим количеством Жидкости для Опака. Добавляйте жидкость постепенно по каплям, иначе паста станет слишком мягкой (текучей). |
| A-4 | С помощью стеклянной палочки начертите несколько кругов на пасте, они должны постепенно (медленно) исчезнуть. Если это произошло, консистенция пасты идеальна для нанесения. Если паста слишком твердая, следы от кругов останутся, если слишком мягкая – исчезнут моментально. |
| A-5 | С помощью стеклянной палочки равномерно нанесите Опак тонким слоем на каркас и сконденсируйте его. Наложите небольшое количество Опака в пришеечной области и все угловые поверхности, где виден металл. |
Q2.Что делать, если после обжига на поверхности Опака появились пузырьки и трещины?
Существует две основных причины. Неправильное испарение жидкости в пастообразном опаке или же недостаточное время обжига опаковой керамики.
Попробуйте сделать следующее:
Решение 1. Увеличьте время сушки.
Перед обжигом керамики, необходимо, чтобы жидкость из пастообразного опака полностью испарилась. Время сушки зависит от толщины наносимого слоя опака. В случае с одиночной коронкой сушка должна быть не меньше 5 минут, при изготовлении каркаса из трех единиц – 8 минут и более, а при изготовлении каркасов протяженностью больше 3-х единиц – сушка должна быть еще более длительной.
Решение 2. Снизьте начальную температуру обжига (вместо 500 градусов установите 450 или меньше)
Снижение начальной темепературы обжига также может быть эффективным решением проблемы, так как разница между стартовой температурой и диапазоном температур, в котором керамические частицы начнут спекаться, будет больше. В результате, жидкость будет полностью выпарена. Если начальная температура слишком высока, жидкость начинает кипеть – это может стать причиной образования трещин.
Решение 3. Увеличьте температуру обжига (с 920 градусов до 930 или выше)
Если температура обжига керамики недостаточно высока, то в структуре керамики также могут образовываться пузырьки воздуха. Если обжиг не был произведен в достаточной мере, керамические частицы могут не до конца спечься. В результате, в местах остатков влаги так же могут образовываться пустоты. Также снижается прочность спекания керамики с металлическим сплавом.
При изготовлении ZEO CE LIGHT используется специальный эмульгатор. Таким образом, при добавлении небольшого количества эмульгатора, можно стабилизировать консистенцию керамики без влияния на ее физические свойства. Более того, оттенок и опалесценция по-прежнему могут быть в точности воспроизведены.
Q3.Зависит ли адгезия Опака от перепада температур во время обжига?
На адгезию Опака может повлиять недостаточная температура обжига. Если установленая температура обжига ниже рекомендованной, адгезия Опака может уменьшиться. Мы провели ряд тестирований зависимости адгезии Опака от различных температур обжига. Результаты представлены ниже.
【 Метод тестирования 】
Супер Опак, Цветной Опак и Дентин были нанесены и спечены при температурах, отличающихся на +/- 20 градусов от рекомендованных производителем (обжиг производился на металлической пластине). После обжига противоположные стороны металлической пластины начали медленно изгибать плоскогубцами до тех пор, пока керамика не начала отделяться от металла. Степень адгезии керамики была также визуально оценена после ее отслоения от металла.
| 【 Печь, использованная при тестировании 】 | MASTER ACCEL-21 (KDF) |
| 【 Металл 】 | QUINTESS CERAFY (Au 56%,Pt 2%,Pd 24.5%,Ag 13%) |
| 【 Размеры листа металла 】 | 25mm × 7mm × 0.5mm |
| 【 Обработка поверхности металла 】 | Соответствует рекомендациям в руководстве пользователя QUINTESS CERAFY |
| 【 Количество наложенных слоев 】 | Размеры образца: 15mm × 7mm Толщина: около 1mm |
| 【 Режим обжига 】 | Обжиг Супер Опака, Оттеночного Опака и Дентина, как и глазурование, были проведены при температурах на +/- 20 градусов отличающихся от рекомендованных в руководстве пользователя. |
【 Результаты тестирования 】
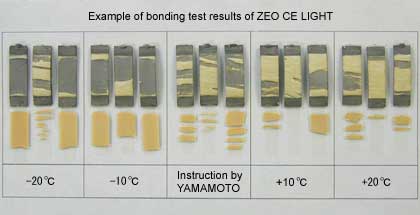
| -20℃ | -10℃ | Рекомендованная температура YAMAMOTO |
+10℃ | +20℃ | |
| Образец ① | × | △ | ○ | ◎ | ◎ |
| Образец ② | △ | ○ | ◎ | ◎ | ◎ |
| Образец ③ | × | △ | ◎ | ◎ | ◎ |
* Оценка адгезивных свойств
◎ = Супер Опак и Дентин были сцеплены со всей поверхностью металла.
○ = Супер Опак был сцеплен с большей частью поверхности металла.
△ = Супер Опак был частично сцеплен.
× = Супер Опак был прочно сцеплен.
Результаты тестирования показали, что адгезивные свойства Супер Опака не нарушаются в случае, если температура немного превышает рекомендованную. Однако, если температура ниже рекомендованной - достаточного уровня адгезия Супер Опак не достигает. Это может стать причиной снижения адгезивных свойств материала. Несмотря на то что металл был изогнут и на нем появились трещины, Дентин был сцеплен с металлической поверхностью практически полностью, особенно это касается образцов, отмеченных значком ◎.
* Супер Опак был разработан для достижения высочайшей адгезии независимо от типа используемого металла. Однако, адгезивные характеристики могут незначительно отличаться в зависимости от типа металла и способа его обработки.
Q4.Зависит ли адгезия опака других производителей от перепада температур во время обжига?
Все зависит от конкретного производителя. В целом, зачастую перепады температур негативно влияют на адгезию опака. Мы провели ряд тестирований адгезивных свойств опака других производителей при различных температурах. Результаты тестирования представлены ниже.
【 Способ тестирования 】
Первичный опак, вторичный опак и дентин были нанесены и обожжены при температурах, отличающихся на +/- 20 градусов от рекомендованных производителем (обжиг производился на металлической пластине). После обжига противоположные стороны металлической пластины начали медленно изгибать плоскогубцами до тех пор, пока керамика не начала отделяться от металла. Степень адгезии керамики была также визуально оценена после ее отслоения от металла.
| 【 Печь, использованная при тестировании 】 | MASTER ACCEL-21 (KDF) |
| 【 Металл 】 | QUINTESS CERAFY (Au 56%,Pt 2%,Pd 24.5%,Ag 13%) |
| 【 Размеры листа металла 】 | 25mm × 7mm × 0.5mm |
| 【 Обработка поверхности металла 】 | Соответствует рекомендациям в руководстве пользователя QUINTESS CERAFY |
| 【 Количество наложенных слоев 】 | Размеры образца: 15mm × 7mm Толщина: около 1mm |
| 【 Режим обжига 】 | Обжиг первичного опака, вторичного опака и дентин, как и глазурование, были проведены при температурах на +/- 20 градусов отличающихся от рекомендованных в руководстве пользователя. |
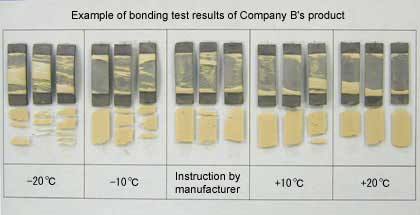
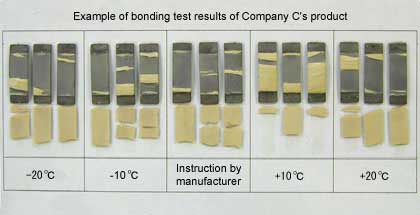
【 Результаты испытаний продукции других компаний 】
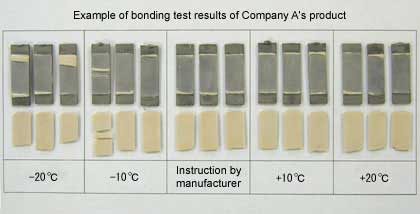
| -20℃ | -10℃ | Инструкция по производителям | +10℃ | +20℃ | ||
| Компания A | Образец ① | △ | × | × | × | × |
| Образец ② | △ | × | × | × | × | |
| Образец ③ | △ | △ | × | × | × | |
| Компания B | Образец ① | ◎ | ◎ | ○ | ○ | × |
| Образец ② | ◎ | ◎ | ◎ | △ | × | |
| Образец ③ | ◎ | ○ | ○ | ○ | △ | |
| Компания C | Образец ① | △ | △ | ◎ | × | |
| Образец ② | △ | △ | △ | △ | × | |
| Образец ③ | △ | △ | × | ◎ | △ | |
* Оценка адгезивных свойств
◎ = Опак и Дентин были сцеплены со всей поверхностью металла.
○ = Опак был сцеплен с большей частью поверхности металла.
△ = Опак был частично сцеплен.
× = Опак был прочно сцеплен.
【 Компания A 】
Опак проявил небольшую адгезию только при температуре немного ниже рекомендованной производителем. При всех остальных температурных режимах опак не сцеплялся с металлом вообще. Керамика отслоилась раньше, чем металлическая пластина была согнута. Эффективным решением может стать изменение метода обработки металлической поверхности. В то же время, это может ухудшить адгезивные свойства материала с данным конкретным металлом. Результаты тестирования касаются только использованного типа металла.
【 Компания B 】
При соблюдении температурного режима, рекомендованного производителем, опак был полностью сцеплен с металлом. Однако, при повышении температуры на 20 градусов, опак утратил адгезивные свойства. Несмотря на то, что адгезивные свойства могут проявиться лучше при использовании другого металла или метода обработки поверхности, превышение температурного режима не рекомендуется.
【 Компания C 】
Дентин был в достаточной мере сцеплен с металлом при температуре на 10 градусов выше рекомендованной. Однако, по сравнению с материалами Компании В, адгезивные свойства проявили себя слабее. Повышение температуры на 20 градусов может привести к нестабильности материала и утрате его адгезивных свойств.


Сотрудники нашей компании свяжутся с Вами
в течении следующего рабочего дня,
если вы отправите письмо в выходной или праздничный день.
+38-044-333-89-50
+38-044-333-89-51
+38-067-463-57-52
Часы работы: Пн-Пт с 9.00 до 18.00
Адрес официального представительства в Украине:
ул. О.Бальзака, 6 Киев 02225, Украина
Новости
![]()
ул. О.Бальзака 6, Киев 02225, Украина
:
: http://www.yamakin.com.ua
+38-044-333-89-50
All Rights Reserved.
ВВЕРХ








{kind=link}
{kind=link}
{kind=link}